
Som ingenjör ha förståelse för vilken typ av maskin din del kommer att tillverkas på.När du designade en CNC-bearbetad del kanske du inte har tänkt på vilken typ av maskin din del ska bearbetas på, men komplexiteten och typen av geometri du kan designa kommer att vara olika för olika typer av maskiner.
Huvudskillnaden mellan 3-axlig, 4-axlig och 5-axlig bearbetning är komplexiteten i rörelsen som både arbetsstycket och skärverktyget kan röra sig genom, i förhållande till varandra.Ju mer komplex rörelsen för de två delarna är, desto mer komplex kan den slutliga bearbetade delens geometri vara.
3-AXLIG BEARBETNING

3-axlig bearbetning
Den enklaste typen av bearbetning, där arbetsstycket är fixerat i ett enda läge.Rörelse av spindeln är tillgänglig i X, Y och Z linjära riktningar.

En unik installation krävs för varje sida av en del
Många komplexa och praktiska former kan tillverkas med 3-axlig CNC-fräsning, speciellt när de är i händerna på en CNC-bearbetningsanläggning i världsklass.3-axlig bearbetning är bäst lämpad för tillverkning av planfrästa profiler, borrningar & gängade hål i linje med en axel.
4-AXLIG BEARBETNING
Detta lägger till en rotation kring X-axeln, kallad A-axeln.Spindeln har 3 linjära rörelseaxlar (XYZ), som vid 3-axlig bearbetning, plus att A-axeln sker genom rotation av arbetsstycket.Det finns några olika arrangemang för 4-axliga maskiner, men vanligtvis är de av typen "vertikal bearbetning", där spindeln roterar runt Z-axeln.Arbetsstycket är monterat i X-axeln och kan rotera med fixturen i A-axeln.För en enkel fixturuppsättning kan 4 sidor av delen bearbetas.
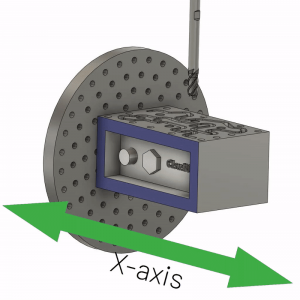
4-axlig bearbetning
4-axlig bearbetning kan användas som ett mer ekonomiskt lönsamt sätt att bearbeta delar som är teoretiskt möjliga på en 3-axlig maskin.Som ett exempel, för en del som vi nyligen bearbetade upptäckte vi att användning av en 3-axlig maskin skulle ha krävt två unika fixturer till en kostnad av $8000 respektive $500.
Genom att använda A-axelkapaciteten för 4-axlig bearbetning krävdes endast en fixtur till en kostnad av $8000.Detta eliminerade också behovet av fixturbyten, vilket minskade kostnaderna ytterligare.Att eliminera risken för mänskliga fel innebar att vi bearbetade delen till en hög kvalitet utan behov av dyra kvalitetssäkringsundersökningar.Att ta bort behovet av att byta fixturer har den ytterligare fördelen att snävare toleranser kan hållas mellan funktioner på olika sidor av delen.Förlust av noggrannhet på grund av fixtur och ominstallation har tagits bort.

Komplexa profiler såsom kamlober kan bearbetas på en 4-axlig maskin
5-AXLIG BEARBETNING
Dessa CNC-fräsmaskiner använder 2 av de 3 möjliga rotationsaxlarna, beroende på typ av maskin.En maskin kommer antingen att använda en rotation i A-axeln och C-axeln, eller en rotation i B-axeln och C-axeln.Rotationen sker antingen av arbetsstycket eller av spindeln.
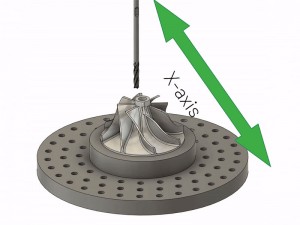
5-axlig bearbetning
Kontinuerlig 5-axlig bearbetning kan producera mycket komplexa 3D-former, inte bara plana sammansatta vinklade egenskaper utan komplexa krökta 3D-ytor, vilket ger oss möjligheten att producera delar som normalt är reserverade för formningsprocesser.

Möjligheterna med samtidig 5-axlig bearbetning
5-axlig bearbetning ger designers en enorm nivå av flexibilitet att designa mycket komplex 3D-geometri.Att förstå möjligheterna för varje typ av CNC-bearbetning är viktigt vid design av CNC-bearbetade delar.Om din design behöver använda en 5-axlig CNC, gör det bästa av det!Vilka andra funktioner skulle kunna dra nytta av kapaciteten hos 5-axlig bearbetning?
Posttid: Mar-04-2022



